Fonte d’aluminium : peut-on la souder ou la réparer ?
La “fonte d’aluminium” n’est pas une fonte ferreuse : dans la plupart des cas, on parle d’aluminium moulé. On la rencontre sur carters, supports, corps de pompe, poignées, jantes, pièces de moto ou éléments de machine. Elle peut parfois se souder, mais elle est plus imprévisible qu’un profilé ou une tôle aluminium neuve.
Les meilleurs résultats de recherche mettent en avant trois points : identifier la pièce, éliminer les contaminants et choisir un procédé adapté. La difficulté vient surtout de la porosité, des huiles absorbées, de l’oxyde et des alliages moulés inconnus.
Fonte d’aluminium ou aluminium moulé : pourquoi le terme prête à confusion
En soudage, “fonte d’aluminium” est souvent un raccourci commercial. Le bon terme technique est plutôt alliage d’aluminium moulé. Cette précision compte, car on ne répare pas une pièce moulée comme une fonte grise à base de fer, et on ne la prépare pas non plus comme une tôle aluminium propre.
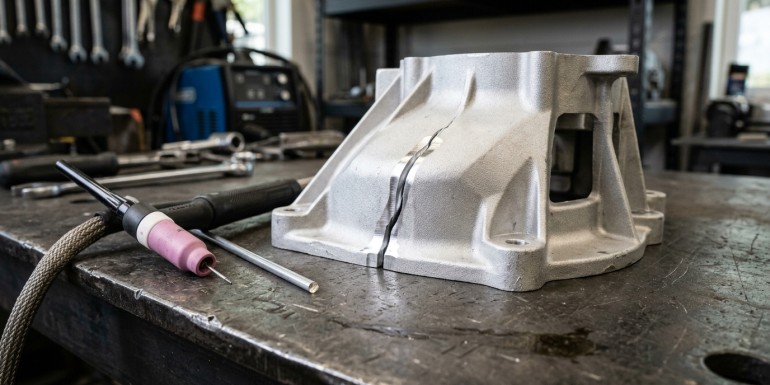
Peut-on souder une pièce en aluminium moulé ?
Oui, mais pas toujours avec un résultat fiable. Une pièce moulée peut contenir des inclusions, de l’huile, de la peinture ancienne, des pores ou une fissure contaminée. Quand on chauffe, ces pollutions remontent dans le bain et provoquent bulles, cratères ou cordon sale. Plus la pièce a travaillé avec huile, carburant, graisse ou liquide de refroidissement, plus le risque augmente.
Méthode de préparation avant réparation
- Identifier la fonction de la pièce : esthétique, étanchéité, support mécanique ou sécurité.
- Démonter tout ce qui peut brûler, fondre ou contaminer la zone.
- Dégraisser plusieurs fois, idéalement avant et après ouverture de la fissure.
- Ouvrir la fissure en V pour atteindre le métal sain.
- Brosser avec une brosse inox dédiée à l’aluminium.
- Faire un essai sur une zone discrète si l’alliage est inconnu.
TIG AC : le procédé le plus contrôlable
Pour une réparation sérieuse, le TIG AC avec un poste TIG AC/DC, de l’argon pur, une électrode tungstène adaptée et un métal d’apport aluminium reste la solution la plus propre. Le soudeur contrôle le bain, l’apport et la chaleur. Sur une pièce massive, un préchauffage modéré peut aider à stabiliser la température et limiter le choc thermique.
| Solution | Avantage | Limite |
|---|---|---|
| TIG AC | Contrôle précis, bonne qualité de réparation. | Demande matériel, préparation et expérience. |
| MIG aluminium | Plus productif sur certaines pièces épaisses. | Moins fin sur fissures courtes et zones difficiles. |
| Brasure / baguette aluminium | Dépannage possible sur pièces non critiques. | Ne remplace pas toujours une vraie soudure structurelle. |
Les baguettes pour soudure aluminium peuvent dépanner dans certains cas, mais une réparation sollicitée mécaniquement, sous pression ou proche d’un filetage critique demande plus de prudence.
Choisir le métal d’apport
Sans identification précise de l’alliage, on choisit souvent un apport aluminium polyvalent après essai. Le comportement au bain compte autant que la théorie : si la pièce mousse, recrache des impuretés ou s’effondre, continuer à chauffer aggravera souvent le défaut. Sur une pièce critique, la bonne décision peut être de remplacer plutôt que réparer.
Défauts fréquents et corrections
| Symptôme | Cause probable | Action |
|---|---|---|
| Bulles dans le bain | Huile, humidité ou porosité interne. | Dégraisser, ouvrir davantage, préchauffer modérément, tester. |
| Cordon noir | Oxyde ou protection gaz insuffisante. | Brosser juste avant soudage, vérifier argon et débit. |
| Fissure qui repart | Extrémité non percée ou zone encore contrainte. | Arrêter la fissure, chanfreiner correctement, répartir la chauffe. |
| Pièce qui se déforme | Trop de chaleur localisée. | Prévoir bridage, passes courtes et refroidissement maîtrisé. |
Quand refuser la réparation
- Pièce de sécurité sans contrôle possible après soudage.
- Zone proche d’un filetage, d’un plan d’appui ou d’un alésage critique.
- Pièce saturée d’huile, carburant ou liquide difficile à extraire.
- Alliage inconnu qui mousse ou se désagrège au test.
- Coût de réparation supérieur au remplacement fiable.
À retenir
La réparation d’aluminium moulé se gagne avant l’arc : identification, nettoyage, ouverture de fissure et test. Pour les bases générales sur l’aluminium non moulé, complétez avec le guide soudure aluminium.
Une question sur cet article ?
Posez votre question, nous vous répondrons dès que possible.